

A legjobb autóipari hegesztőberendezés-gyártó és gyár Kínában
Cégfejlesztés
- 2011-ben a TTM-et Shenzhenben alapították.
- 2012-ben, Moving to Dongguan;Együttműködési kapcsolat kiépítése a Magna International Inc.-vel.
- 2013-ban fejlettebb berendezések bevezetése.
- 2016-ban nagyméretű CMM berendezéseket és 5 tengelyes CNC berendezéseket vezettünk be;Együttműködött az OEM Ford Porsche, Lamborghini és Tesla CF projektjeivel.
- 2017-ben Költözik az üzem jelenlegi helyére;A CNC-t 8-ról 17-re növelték.Megalakult a Top Talent Automotive Fixtures & Jigs Co.Ltd
- 2018-ban együttműködött a LEVDEO automotive vállalattal, és befejezte az autógyártás gyártósorát.Bevezették a 4 tengelyes nagy sebességű CNC-t, a CNC teljes mennyisége elérte a 21-et.
- 2019-ben megalakult a Dongguan Hong Xing Tool & Die Manufacturer Co., Ltd.(One stop szolgáltatás) Együttműködik a Tesla Shanghai-val és a Sodecia Germany-vel.Új K+F laboratóriumot építettek az automatizáláshoz.
- 2020-ban együttműködött az OEM ISUZU-val SA-ban; Befejezte az RG06 egyablakos szolgáltatást.
- 2021-ben a minőségi hittel haladunk előre, hogy világszínvonalú vállalkozást hozzunk létre.
- 2022-ben megalapították a TTM csoport irodáját Dongguan városában, új CNC 4 tengely * 5 készlettel, új présgéppel* 630 tonna, hatszögű abszolút karral.
- 2023-ban a TTM új üzemet épít a készülékek ellenőrzésére és a hegesztőszerelvény üzletágra;egy 2000T nyomógép hozzáadásával.

Szerelvény- és hegesztőgép-gyár ellenőrzése (Összterület: 9000 m²)

Bélyegzőszerszámok és szerszámok, valamint megmunkált alkatrészek gyára (Összterület: 16000 m²)
Termékleírás
| termék név | Hegesztő Fixture |
| Alkalmazás | Autóipari CCB, Front End, WS Spring Link, Első lökhárító stb. |
| Hegesztés típusa | Ponthegesztés, ívhegesztés, (CNC/összeszerelés) Speciális hegesztő készülék |
| Pneumatikus alkatrész márka | SMC, FESTO, TUENKERS, CKD, kézi bilincs |
| Elektromos alkatrész márka | OMRON, Mitsubishi, Siemens, Balluff |
| Anyag (blokk, helymeghatározó tű) | 45# Acél, réz, rozsdamentes acél |
| Működési mód | Robothegesztés, kézi hegesztés, speciális gépi hegesztés |
| Irányító mód | Levegőszabályozás (pneumatikus vezérlőszelep), elektromos vezérlés (mágneses szelep), kézi, nincs szükség mágnesszelepre, biztosítsa a csatlakozó kapcsolót |
| Befogó mód | Pneumatikus, kézi |
| Kommunikációs mód hegesztőcellával | EtherCAT, PROFINET, CC-LINK |
| Kommunikációs relé doboz | Elektromos doboz huzalozási módja, Gyors aljzat típus, Mágnesszelep sziget típus |
| Hegesztő szerkezet alaptípus | A padlóra rögzítve, pozícionáló/flip kötél |
| Csővezeték út | Egyrétegű cső, égésgátló cső, réz/rozsdamentes acél cső |
| Fixture felületkezelés | Festés, festés+fekete oxidáció, horganyzott, porfestés |
| Átfutási idő | 2-4 hét a tervezésre és a terv felülvizsgálatára; 10-12 hét a gyártáshoz a tervezés jóváhagyása után 7-10 munkanap légi szállítás esetén; 4-5 hét az óceáni kortyoláshoz |
| Die Life | Az ügyfél termelési kapacitásától függ |
| Minőségbiztosítás | CMM ellenőrzés Teszt mintákkal Helyszíni kivásárlás Online videó Webkonferencia kivásárlás Kivásárlási problémák megoldása |
| Csomag | Fa dobozok mintákhoz;Fából készült dobozok vagy raklapok szerelvényekhez; |
Autóiparihegesztő szerelvényekkulcsfontosságú eszközök az autók gyártási folyamatában.Ezeket a speciális szerelvényeket úgy tervezték, hogy biztosítsák a különböző alkatrészek pontos beállítását és összeszerelését, megkönnyítve az alváz, karosszériaelemek és más kritikus alkatrészek hegesztését.Ebben az átfogó áttekintésben feltárjuk az autóipari hegesztőberendezések legfontosabb szempontjait, beleértve azok fontosságát, tervezési szempontjait, gyártását, minőségellenőrzését és az autóiparban betöltött szerepüket.1. Az autóipari hegesztőberendezések jelentősége:
Az autóipari hegesztőberendezések több okból is létfontosságú szerepet játszanak az autók gyártásában: Precízió: Biztosítják az alkatrészek pontos beállítását, ami egyenletes és pontos hegesztést eredményez.Ez kritikus a jármű szerkezeti integritása és biztonsága szempontjából.
Hatékonyság: A hegesztőberendezések felgyorsítják az összeszerelési folyamatot, csökkentve a gyártási időt és a munkaerőköltségeket.Minőségbiztosítás: Az alkatrészek megfelelő pozícióban tartásával a lámpatestek minimálisra csökkentik a végtermék hibáinak és hibáinak kockázatát.Konzisztencia: A szerelvények egyenletes eredményeket biztosítanak, függetlenül a kezelő képzettségi szintjétől, ami elengedhetetlen az egységes járműminőség eléréséhez.2. Tervezési szempontok: Az autóipari hegesztőberendezések tervezése összetett folyamat, amely magában foglalja a különböző tényezők alapos mérlegelését: Járműmodell: A szerelvény kialakításának meg kell felelnie a gyártott jármű konkrét márkájának és modelljének.Ez megköveteli a jármű összeszerelési követelményeinek mély megértését.Alkatrészek elhelyezése: A rögzítőelemnek pontosan kell pozícionálnia a jármű különböző alkatrészeit, például a karosszériaelemeket, az alvázrészeket és a vázelemeket.Ez magában foglalja a pontos elhelyezési pontokat, a szorító mechanizmusokat és a tartószerkezeteket.Tűrés és igazítás: A mérnököknek figyelembe kell venniük a szűk tűréseket és az igazítási követelményeket annak biztosítása érdekében, hogy az alkatrészek tökéletesen illeszkedjenek egymáshoz.
Anyagválasztás: A lámpatest anyagának megválasztása kulcsfontosságú.Tartósnak, hőállónak és merevnek kell lennie, hogy ellenálljon a hegesztési folyamatnak.Ergonómia: A lámpatesteket úgy kell megtervezni, hogy azok könnyen használhatók és biztonságosak legyenek.Ez magában foglalja a hozzáférést, a láthatóságot és az ergonómiát a hegesztési műveletek során.3. Rögzítő gyártás:
Az autóipari hegesztőberendezések gyártása több szakaszból áll:
CAD-tervezés: A tervezők részletes 3D CAD-modelleket készítenek a lámpatestről, meghatározva az egyes alkatrészek helyzetét, tájolását és rögzítési pontjait.Anyagválasztás: A tervezési specifikációk alapján a megfelelő anyagokat, gyakran acélt vagy alumíniumot választják ki a lámpatest konstrukciójához.Alkatrészgyártás: Az egyes alkatrészeket, beleértve a tartószerkezeteket, bilincseket és pozicionáló elemeket, pontosan CNC megmunkálással és más speciális technikákkal gyártják.Hegesztés és összeszerelés: Szakképzett hegesztők és technikusok szerelik össze az alkatrészeket, biztosítva, hogy pontosan és biztonságosan illeszkedjenek egymáshoz.Tesztelés: A szerelvény szigorú tesztelésen megy keresztül, hogy megbizonyosodjon arról, hogy megfelel a pontos hegesztéshez szükséges beállításnak és tűréseknek.Ez magában foglalja a járműalkatrészek próbaszerelését.Kalibrálás: A rögzítőelemet úgy kalibrálják, hogy biztosítsa a tökéletes beállítást, és megőrizze szerkezeti integritását.4. Minőségellenőrzés: A magas minőségi szabványok betartása a lámpatest gyártási folyamata során alapvető fontosságú: Ellenőrzések: Rendszeres ellenőrzéseket végeznek a rögzítőelemek pontosságának, tartósságának és működőképességének ellenőrzésére.
Tűrésellenőrzés: Pontos méréseket és tűrésellenőrzéseket végeznek annak igazolására, hogy a lámpatest megfelel-e az előírt szabványoknak.
Igazítás ellenőrzése: A rögzítéseket ellenőrzik annak biztosítása érdekében, hogy megtartsák a megfelelő beállítást és tájolást az összeszereléshez.5. Szerep az autóiparban: Az autóipari hegesztőberendezések az autóipari gyártási folyamat szerves részét képezik: Alvázhegesztés: A rögzítőelemek biztosítják az alváz alkatrészeinek pontos beállítását, beleértve a vázrészeket és a felfüggesztési alkatrészeket.Karosszériaelemek hegesztése: A karosszériaelemeket, például ajtókat, motorháztetőket és sárvédőket a megfelelő helyzetben tartják a hegesztéshez, hozzájárulva a jármű általános szerkezeti integritásához.Varrathegesztés: A rögzítőelemeket varratok, illesztések és csatlakozások hegesztésére használják erős és megbízható kötések létrehozására.
Hegesztési automatizálás: Sok esetben a hegesztőberendezéseket robothegesztőcellákkal integrálják az automatizált gyártás érdekében, tovább javítva a hatékonyságot és a konzisztenciát.6. Személyre szabás autóipari gyártók számára: Az autóipari hegesztőberendezés-gyártók gyakran specializálódtak az egyes autógyártók egyedi igényeihez szabott egyedi szerelvények készítésére.Ezeket a lámpatesteket úgy tervezték, hogy megfeleljenek az iparág-specifikus szabványoknak és követelményeknek, és a gyártó termékcsaládján belül különböző járműmodellekhez illeszthetők.Összefoglalva, az autóipari hegesztőberendezések az autógyártási folyamat kritikus elemei.
Megoldások (kulcsrakész megoldások szolgáltatás)
Fehér karosszéria összeszerelési rendszerek:
1, Komplett karosszéria-hegesztősor
2, Egyedülálló, önállóHegesztőcella
3,Hegesztőberendezések és Jigs:
CCB ASSYHegesztő Fixture, Floor Pan ASSY hegesztőberendezés, Wheelhouse ASSY hegesztőberendezés, AB gyűrű ASSY AB hegesztőberendezés, ülés ASSY hegesztőberendezés, első ülés kereszttag hegesztőberendezés, elülső ASSY hegesztőberendezés, műszerfal ASSY hegesztőberendezés, burkolat ASSY hegesztőberendezés Hegesztőkészülék gyártó, tervező cég és gyár.
ISO felügyeleti rendszer hegesztőberendezésekhez
Hegesztőkészülék csapatunk


Előnyeink
1. Gazdag tapasztalat az automatikus gyártásban és a vállalatirányításban.
2.One Stop szolgáltatás bélyegzőszerszámokhoz, rögzítőelemek ellenőrzéséhez, hegesztőberendezésekhez és cellákhoz az időzítés és a költségmegtakarítás, a kommunikáció kényelme és az ügyfelek profitjának maximalizálása érdekében.
3. Professzionális mérnöki csapat a GD&T véglegesítéséhez az egyes alkatrészek és az összeszerelő alkatrészek között.
4. Kulcsrakész megoldás szolgáltatás-bélyegző szerszám, rögzítőelemek ellenőrzése, hegesztési szerelvények és cellák egy csapattal.
5. Erős képesség nemzetközi technikai támogatással és partnerségi együttműködéssel.
6.Big kapacitás: Ellenőrző Fixture, 1500 készlet / év; Hegesztési rögzítés és cellák, 400-600 készlet / év;Bélyegzőszerszámok, 200-300 készlet/év.
Több mint 352 alkalmazottunk van, akiknek 80%-a vezető műszaki mérnök.Szerszámozási részleg: 130 alkalmazott, Hegesztőberendezések részleg: 60 alkalmazott, Ellenőrző lámpatest részleg: 162 alkalmazott, Professzionális értékesítési és projektmenedzsment csapatunk van, hosszú távú szolgáltatásunk tengerentúlon, az ajánlatkéréstől a gyártásig, a szállításig, az értékesítés utáni értékesítésig, csapatunk minden problémát megoldani tud ügyfeleink számára kínai, angol és német nyelven.
Főbb projektek Hegesztési cellák és hegesztőberendezések tapasztalata
| Főbb hegesztőberendezés-projekt (2019-2021) | |||||
| Tétel | Leírás | típus | Projekt neve | Mennyiség (készletek) | Év |
| 1 | CCB WF | Ívhegesztő | VW MEB31 | 60 | 2019-2021 |
| 2 | CCB WF | Ívhegesztő | VW MEB41 | 10 | 2020 |
| 3 | CCB WF | Ívhegesztő | VW 316 | 4 | 2020 |
| 4 | CCB WF | Ívhegesztő | Ford T6 | 8 | 2021 |
| 5 | CCB WF | Ívhegesztő | ISUZU RG06 | 3 | 2020 |
| 6 | CCB WF | Ívhegesztő | Bcar, BSUV | 6 | 2020 |
| 7 | CCB WF | Ívhegesztő | Bcar, BCAR | 7 | 2020 |
| 8 | Floor Pan WF | Sopt hegesztés | SK326/0RU_K Karoq RU | 15 | 2019 |
| VW316/5RU_K Tarek RU (19003) | |||||
| 9 | WS Spring Link WF | Ívhegesztő | WL/WS | 4 | 2019 |
| 10 | Kereszttartós konzolok WF | Ívhegesztő | WL/WS | 12 | 2019-2021 |
| 11 | Első lökhárító WF | Ívhegesztő | VW281 | 14 | 2019 |
| 12 | Alváz WF | Ívhegesztő | ISUSU RG06 | 18 | 2019 |
| 13 | SL ASY és MBR és EXT ASY | Pont- és ívhegesztés | Ford P703 | 25 | 2019-2021 |
| 14 | CCB WF és Wroking Cell | Ívhegesztő | ISUSU RG06 | 6 | 2020 |
| 15 | Első ülés kereszttartó WF | Sopt hegesztés | Volkswagen AG MEB316 (20001) | 4 | 2020 |
| 16 | Floor Pan WF és markolók | Sopt hegesztés | AUDI/ PORSCHE PPE 41 (19017 Phase 1) | 18 | 2020 |
| 17 | Wheel House WF és markolók | Ívhegesztő | Ford BX755 (19018) | 6 | 2020 |
| 18 | AB Ring WF és markolók | Ívhegesztő | Ford BX755 (19018) | 14 | 2020 |
| 19 | Dash Panel WF és markolók | Sopt hegesztés | Dél-Afrika Ford T6 (17028-1) | 10 | 2020 |
| 20 | Cowl WF és markolók | Ponthegesztés | Dél-Afrika Ford T6 (17028-3) | 6 | 2020 |
| 21 | Front End WF és markolók | Pont- és ívhegesztés | Dél-Afrika Ford T6 (17025) | 10 | 2020 |
| 22 | Rocker WF és Grippers | Ponthegesztés | Dél-Afrika Ford T6 (19029) | 8 | 2020 |
| 23 | Floor Pan WF és markolók | Sopt hegesztés | AUDI/ PORSCHE PPE 41 (19017, 2. fázis) | 63 | 2021 |
| 24 | Hátsó lökhárító és futómű WF | Ívhegesztő | Ford P703&J73 | 36 | 2020-2021 |
| Jelentős hegesztőberendezés-projekt (2022) | |||||
| Tétel | Leírás | típus | Projekt neve | Mennyiség (készletek) | Év |
| 25 | Középső csatorna erősítés WF | Sopt hegesztés | Vinfast VF36 | 8 | 2022 |
| 26 | Floor Pan WF és markolók | Sopt hegesztés | AUDI/ PORSCHE PPE 41 (19017 Phase 3&4) | 39 | 2022 |
| 27 | Floor Pan WF | Sopt-hegesztés és vetületi hegesztés | Ford P703 PHEV | 29 | 2022 |
| 28 | Floor Pan WF és markolók | Sopt hegesztés | Porsche E4 padlólemez (21050) | 16 | 2022 |
| 29 | Floor Tunnel WF | Lézeres jelölés | VW padlóalagút (21008) | 2 | 2022 |
| 30 | ASSY WF ülés és szerszámok | Ívhegesztő | BYD Seat ASSY | 40 | 2022 |
| 31 | Floor Pan WF | Pont- és ívhegesztés | Ford felújítás | 24 | 2022 |
| 32 | CCB WF | Ívhegesztő | VW Cyclone CCB (21037) | 10 | 2022 |
| 33 | CCB WF | Ívhegesztő | VW MQB37 (22022) | 16 | 2022 |
| 34 | A&B-pillér WF | Ponthegesztés | Gestamp GS2203 | 8 | 2022 |
| 35 | Robot sejtbázis | NA | VW Cyclone | 4 | 2022 |
Hegesztőberendezés-gyártó központ
Mindenféle különböző méretű hegesztőberendezést tudunk készíteni, beleértve a nagy méreteket is, mivel nagy CNC gépeink vannak.Különféle mechanikai berendezésekkel, mint például maró, köszörű, huzalvágó gépek és fúrógépek, hatékonyan és pontosan tudjuk irányítani a feldolgozási folyamatot.
25 készlet CNC 2 műszakos futással
1 db 3 tengelyes CNC 3000*2000*1500
1 db 3 tengelyes CNC 3000*2300*900 készlet
1 db 3 tengelyes CNC 4000*2400*900 készlet
1 db 3 tengelyes CNC 4000*2400*1000
1 db 3 tengelyes CNC 6000*3000*1200
4 db 3 tengelyes CNC 800*500*530 készlet
9 db 3 tengelyes CNC 900*600*600 készlet
5 db 3 tengelyes CNC 1100*800*500 készlet
1 db 3 tengelyes CNC 1300*700*650 készlet
1 db 3 tengelyes CNC 2500*1100*800 készlet



5 tengelyes CNC gép

4 tengelyes CNC gép
Hegesztőberendezés-összeszerelő központ



CMM mérőközpont hegesztőberendezéshez
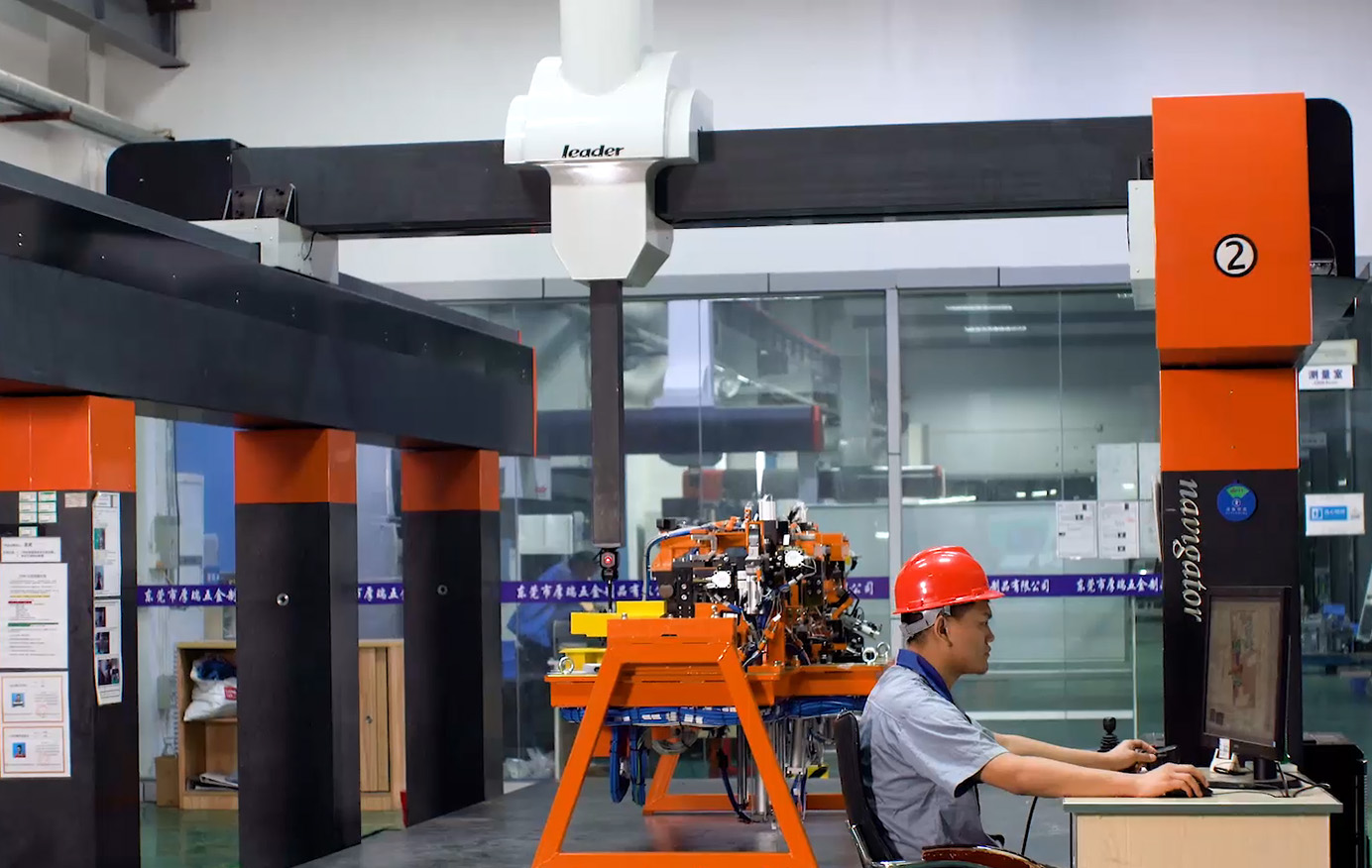


OJól képzett személyzetünk gondoskodik minden programunkról.A megrendelőtől minden igényt meg tudunk tenni, hogy a CMM-ben is a legnagyobb elégedettség legyen.
3 készlet CMM, 2 műszak/nap (műszakonként 10 óra H-Szo)
CMM, 3000*1500*1000 , Leader CMM, 1200*600*600 , Leader kékfény szkenner
CMM, 500*500*400, hatszögletű 2D projektor, keménységmérő







.png)
.png)